Вертикальный шов – это один из самых важных элементов при сварочных работах. На сколько качественным будет шов, зависит не только эстетический внешний вид, но и прочность конструкции в целом. Если произвести сварочные работы не правильно, то это может привести к разной поломке или деформациям в будущем. Чтобы избежать подобных проблем, мы предлагаем вашему вниманию несколько советов и рекомендаций, которые помогут вам сварить качественный вертикальный шов.
Необходимо понимать, что адекватное протекание сварочного процесса зависит от многих факторов, таких как выбор электрода, направление сварки, подготовка поверхности и тому подобное. При этом есть и другие частности, которые не менее важны для получения качественных результатов – это способ извлечения наплавленного металла, поддержание температурного режима и выполнение равномерных смещений между заслоновой и корневой пазов.
В нашем обзоре мы не претендуем на исчерпывающее описание всех аспектов сварки вертикального шва, но предлагаем ряд важных практических советов по изготовлению качественного вертикального шва сварочным методом.
Подготовка к сварке
Перед началом сварки необходимо правильно подготовиться и организовать рабочее место.
- Очистите поверхность материала от загрязнений, жира и окислов
- Проверьте качество материала на степень коррозии и возможность деформации
- Убедитесь в наличии всех необходимых материалов и инструментов для сварки: электроды, газовый баллон и др.
Перед началом работы необходимо проверить сварочный аппарат. Проверьте накал электродов и наличие газа в баллоне.
Также необходимо убедиться в наличии защитных элементов, таких как сварочная маска, перчатки, защитный костюм и обувь.
При проведении сварочных работ следует учитывать местную вентиляцию и безопасность окружающих. Рекомендуется проводить сварку в помещении с хорошей вентиляцией или на свежем воздухе.
Подготовка к сварке – это основа качественного выполнения задачи. Следуйте всем рекомендациям и технологии, чтобы получить качественный результат.
Очистка металла перед сваркой
Один из важных этапов подготовки к сварке - это предварительная очистка металла. Если оставить загрязнения на поверхности, то качество сварки может значительно ухудшиться. Для очистки металла обычно используют металлическую щетку, наждачную бумагу, химические растворы и другие средства.
Важно убрать все загрязнения, такие как окислы, жир, пыль, остатки краски или коррозии. Только в таком случае, можно получить максимальное сцепление сварного соединения с материалом.
При работе с металлом также важно учитывать состояние поверхности. Чтобы поверхность была достаточной, можно использовать шлифовальный инструмент. После шлифования необходимо удалить всю пыль и дребезги, так как они могут попасть в шов и негативно влиять на его качество.
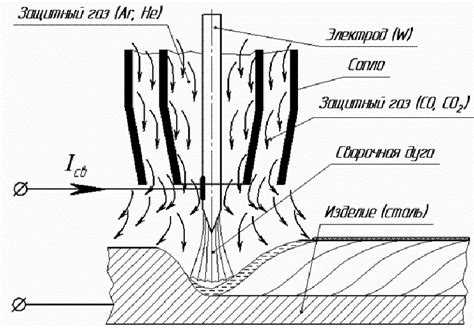
Если у вас нет возможности полностью очистить поверхность металла, то можно воспользоваться аргонной сваркой. Она позволяет сварить даже на загрязненной поверхности. Аргон создает защитный порог и защищает от попадания кислорода и других веществ на металл.
Обратите внимание, что правильная очистка металла перед сваркой - это основа качественного сварочного соединения и исправной конструкции в целом.
Выбор электрода и режим сварки
Выбор электрода для сварки вертикального шва - это важнейший этап. В случае неправильного выбора электрода может произойти непрочная сварка, возникновение дефектов и других нежелательных последствий.
При выборе электрода следует учитывать толщину металла, тип материала, влажность и условия работы. Вертикальный шов рекомендуется сваривать электродами с особой флюсовой оболочкой, усиленным наполнителем и высокой промежуточной твёрдостью.
Кроме выбора правильного электрода, также необходимо установить оптимальный режим сварки. Он зависит от многих факторов - толщины металла, типа сварочной машины, электрода и других параметров. Рекомендуется устанавливать минимальные значения тока сварки при продолжительной работе, так как это поможет уменьшить вероятность возникновения дефектов.
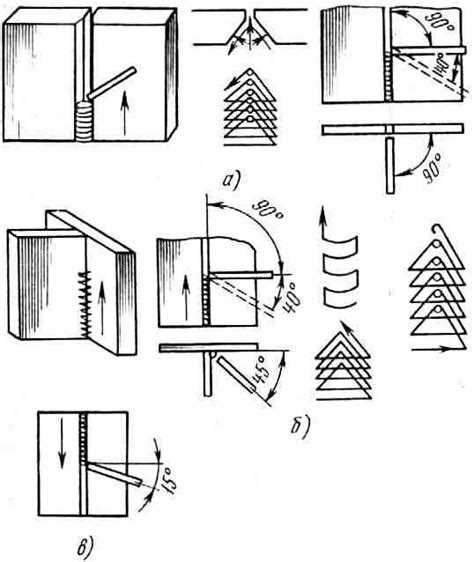
Следует также обратить внимание на технику сварки. При сварке вертикального шва рекомендуется плавно двигаться вверх, удерживая электрод в нужном угле, и плавно опускаться вниз. Во время сварки желательно двигаться с левой на правую сторону, иначе могут возникнуть нежелательные просветы.
Важно помнить, что сварка вертикального шва - это ответственное и длительное занятие, требующее опыта и умения. Для достижения качественного результата, используйте только профессиональное оборудование, материалы и технику сварки.
Особенности сварки вертикального шва
Сварка вертикального шва отличается от сварки горизонтального шва тем, что при ее выполнении металл легко может стекать вниз, а образование сварочного шва - это следствие состояния металла и сварочного тока.
Чтобы достичь качественной сварки вертикального шва, следует соблюдать следующие правила:
- Регулировать мощность сварочного аппарата для получения оптимального теплового воздействия на металл;
- Немедленно удалять остатки металла, образовавшиеся в процессе сварки, чтобы не мешать свободному течению шва;
- Использовать технологию сварки методом "серпом" или "зигзагом", чтобы создать сварочный шов с подходящей прочностью и качеством;
- Оставлять регулярные промежутки между точками начала и конца, чтобы предотвратить образование пустот под швом.
Следуя этим рекомендациям, можно получить качественный вертикальный шов, который обеспечит надежность и прочность сварного соединения.
Установка и фиксация деталей перед сваркой
Правильная установка деталей перед сваркой - это важный этап, который определяет качество и прочность шва. Перед началом работы необходимо очистить поверхности деталей от ржавчины, грязи и жира. Если поверхность загрязнена, то при сварке могут образоваться пустоты и непрочные участки шва.
После очистки поверхностей следует фиксировать детали. Необходимо убедиться, что они расположены строго вертикально друг относительно друга и жестко закреплены. Для этого можно использовать специальные зажимы, магниты или тиски.
Если детали неправильно закреплены, то при сварке они могут сместиться, что приведет к искажению размеров изделия, а также к образованию неровных швов и неплотного соединения. Кроме того, неправильно закрепленные детали могут причинить травмы сварщику или окружающим.
Таким образом, правильная установка и фиксация деталей перед сваркой является гарантией успешного выполнения работы и качественного результата.
Техника сварки вертикального шва
Сварка вертикального шва может быть вызовом для многих сварщиков. Как правило, это самый сложный тип сварки, т.к. при сварке происходит вертикальное перемещение сварочной дуги и расплавленного металла. Однако, справившись с этим вызовом, вы сможете расширить свои возможности в сфере сварки.
Важно подготовить поверхность, которая будет свариваться, чтобы обеспечить правильное и качественное соединение. Также необходимо правильно установить сварочное оборудование. Для создания вертикального шва рекомендуется использовать постоянный ток и электрод, который обладает дополнительными свойствами при вертикальной сварке.
Следует помнить о правильном положении электрода при сварке вертикального шва. Он должен быть наклонен на небольшой угол, что позволяет лучше контролировать перемещение расплавленного металла. Также, важно использовать короткие дуги, чтобы предотвратить сильные брызги и не дать расплавленному металлу вытекать из шва.
- Правильная подготовка поверхности;
- Использование постоянного тока;
- Установка правильного угла наклона электрода;
- Использование коротких дуг для предотвращения вытекания металла из шва.
Особенности контроля качества сварки
После завершения сварочных работ необходим контроль качества сварки. Это позволяет проверить соответствие сварного соединения требованиям проектной документации и гарантировать полную безопасность его эксплуатации.
Основными методами контроля качества сварки являются визуальный осмотр, использование неразрушающих методов и испытания на прочность.
Визуальный осмотр позволяет проверить внешний вид, размеры сварного соединения, а также наличие дефектов и неприварных участков. Он проводится с помощью специального осветителя и лупы при хорошем освещении. Осмотр производится до проведения дальнейших видов контроля.
Неразрушающие методы контроля качества сварки включают ультразвуковой контроль, рентгенографию и магнитопорошковую дефектоскопию. Эти методы помогают выявить внутренние дефекты, такие как трещины, пустоты и неплавления металла.
Испытания на прочность проводятся для проверки прочности сварных соединений. Они включают изгиб, растяжение и ударное воздействие. Проведение испытания на прочность помогает определить, выдержит ли сварное соединение нагрузки на протяжении всего периода эксплуатации.
Устранение дефектов сварки вертикального шва
Неравномерность шва
Если шов получается неоднородным, то это может быть вызвано неравномерным наплавлением металла. Один из вариантов устранения этой проблемы – сварщик должен применять одинаковую силу при перемещении электрода сварочной машины во время сварки. Также следует сваривать с такой скоростью, чтобы наплавленный металл имел одинаковую форму по всей длине шва.
Наличие дефектов на поверхности шва
Чаще всего дефекты на поверхности шва (например, трещины) появляются из-за неправильно настроенного оборудования. В этом случае необходимо проверить, корректно ли настроен ток сварки и скорость перемещения электрода. Также можно воспользоваться другим типом сварочной машины или сварочной проволокой с другими свойствами.
Ошибки в обрабатке шва
Если сварщик допускает ошибки при обработке шва (например, при зачистке), то это может привести к наличию дефектов. Решение проблемы – следует более внимательно и аккуратно обрабатывать метал в местах сварки, не допускать зазубрин и неровностей. Также можно использовать газовую резку для более точной зачистки.
Слабое соединение металла
Если металл не соединяется должным образом, то это может быть вызвано неправильной температурой сварочной дуги. В этом случае необходимо убедиться, что ток сварки достаточно силен и достаточной температуры для соединения металла. Также можно применить более качественную сварочную проволоку или металлический порошок, чтобы повысить качество соединения металла.
Причины возникновения дефектов
Вертикальный шов является одним из самых сложных элементов при сварке. Дефекты, которые могут возникнуть в процессе сварочных работ, могут стать причиной не только дополнительных затрат на устранение проблем, но и серьезных последствий в дальнейшей эксплуатации оборудования. Давайте рассмотрим основные причины возникновения дефектов при сварке вертикального шва.
- Недостаточная подготовка поверхности - если поверхность, которую необходимо сварить, не была подготовлена качественно, то это может привести к появлению дефектов. Наличие окислов, дуршлагов, жира и прочих загрязнений на поверхности может создать необходимые предпосылки для возникновения дефектов сварки.
- Недостатки в выборе материалов - при сварке вертикального шва необходимо учитывать не только тип материала, но и целый ряд других параметров - температуру, влажность, конфигурацию детали и т.д. Использование не подходящих материалов или недостаточная подготовка материалов может привести к дефектам сварных швов.
- Неправильно настроенное оборудование - настройка оборудования для сварки вертикального шва является крайне важным этапом в процессе сварки. Неверное выбранное напряжение, скорость сварки, режим работы или недостаточная мощность могут привести к возникновению дефектов.
- Неопытность рабочего персонала - давать задание по сварке вертикального шва неопытному работнику, который не имеет достаточной квалификации, может привести к дефектам сварки. Отсутствие практического опыта в сварке вертикального шва и неправильная техника сварки могут стать главными причинами возникновения дефектов.
Соблюдение всех правил и рекомендаций при сварке вертикального шва поможет избежать дефектов и обеспечит высокое качество сварных швов.
Способы устранения дефектов
1. Повторная сварка. Один из самых простых и доступных способов устранения дефектов – повторная сварка. Её следует провести над точкой, где был обнаружен дефект. После этого шов обработают и доработают.
2. Увеличение тока сварки и скорости подачи сварочного материала. Если в шве есть дефекты, обусловленные недостатком тока сварки и низкой скоростью подачи сварочного материала, проблему можно устранить, увеличив эти параметры сварки.
3. Усиление термической обработки. Если дефект связан с низкой термической обработкой шва, то следует усилить этот процесс. Это можно сделать, например, благодаря использованию газового охлаждения.
4. Применение микроплазменной сварки. Метод микроплазменной сварки поможет устранить дефекты, вызванные наличием металлических включений или проводящих частиц в шве.
5. Помощь профессионалов. Если вы не уверены в своих способностях и не знаете, как устранить дефекты в шве, обратитесь к профессионалам. Они помогут найти оптимальное решение и проведут соответствующие мероприятия для устранения дефектов.
Практические рекомендации по сварке вертикального шва
1. Подготовка материала.
Перед сваркой необходимо очистить поверхность металла от ржавчины, грязи и жира. Также важно выровнять края деталей и обеспечить точное соединение. При необходимости следует прогреть металл для удаления излишней влаги.
2. Выбор электрода.
Для сварки вертикального шва рекомендуется использовать электроды с покрытием. Они обеспечивают устойчивость дуги и защищают от окисления металла. Выбор конкретного типа электрода зависит от характеристик металла, толщины и типа соединяемых деталей.
3. Способ сварки.
Сварка вертикального шва может выполняться различными способами, но наиболее эффективными являются метод "вниз" и метод "вверх". Для обеспечения оптимальной свариваемости необходимо выбрать наиболее подходящий метод в зависимости от типа и толщины металла.
4. Режим сварки.
В процессе сварки вертикального шва важно контролировать температуру, мощность и скорость работ. Режим сварки может заметно влиять на качество и прочность соединения. При необходимости рекомендуется проводить тесты на отдельных образцах металла для определения оптимальных параметров сварки.
5. Закрепление соединения.
После завершения сварки необходимо закрепить соединение чтобы избежать деформаций и потери прочности. Закрепление может выполняться с помощью шлифования, прессования или других механических методов. Также необходимо гарантировать хорошую вентиляцию помещения для избежания образования газовых выпусков в процессе закрепления.
Руководство по безопасности при сварке
Сварочные работы - это занятие, которое связано с определенными рисками для здоровья и безопасности работающих. Чтобы эти риски минимизировать или даже исключить, необходимо соблюдать ряд правил и мер безопасности. В следующих абзацах мы рассмотрим основные правила и меры, которые необходимо соблюдать во время сварочных работ.
- Использование защитной экипировки. При сварке обязательно используйте сварочные очки, перчатки, специальную куртку и брюки. Это поможет защитить глаза, кожу, легкие и другие части тела от вредного воздействия пыли, искр и других отходов, которые образуются во время сварочных работ.
- Рабочее место. Перед началом сварки убедитесь, что рабочее место не является опасным для работы. Уберите все горючие материалы, легковоспламеняющиеся материалы и другие опасные предметы с рабочего места.
- Подготовка оборудования. Перед началом работы убедитесь, что сварочное оборудование находится в исправном состоянии. Проверьте все кабели, провода, шланги, электрододержатели, горелки и другие компоненты на наличие повреждений и трещин.
- Обработка материала. Старайтесь обеспечивать достаточную продувку сварочной зоны, это поможет избежать возгорания и травм.
Рекомендации по выбору оборудования для сварки
Когда речь идет о сварке вертикального шва, выбор правильного оборудования является важным ключом к успеху. Оно должно соответствовать требованиям вашего проекта, иметь правильную настройку и качественную сборку. Существует множество различных типов и производителей сварочного оборудования, поэтому важно знать, на что обратить внимание при выборе.
- Мощность – выберите оборудование с достаточной мощностью для работы с нужным металлом и толщиной. Чтобы сварка проходила без сбоев и задержек, обращайте внимание на показатели мощности при выборе сварочного аппарата.
- Стабильность тока – при выборе сварочного аппарата обратите внимание на его систему стабилизации тока, который играет важную роль в качестве проведения сварочной дуги и общем качестве шва.
- Регулировка мощности и скорости – возможность регулировки мощности и скорости сварки дают вам уникальный контроль над сварочным процессом и позволяют лучше управлять качеством шва.
- Надежность и качество – при выборе сварочного оборудования обратите внимание на его надежность и качество сборки. Выбирайте оборудование, которое долговечно и просто в использовании.
При выборе сварочного оборудования для сварки вертикального шва, обратите внимание на эти рекомендации. Это поможет вам выбрать правильное оборудование, которое соответствует вашим требованиям и позволит вам добиться высокого качества сварочной работы.
Рекомендации по контролю качества сварки
Визуальный контроль
Один из самых простых методов контроля качества сварки состоит в визуальном осмотре готового соединения. Оценка должна происходить по заранее составленным требованиям и критериям, которые учитывают внешний вид, наличие трещин, пор, незаполненных участков и других дефектов.
Радиографический контроль
Для того, чтобы убедиться в отсутствии дефектов внутри сварного соединения, необходимо произвести радиографический контроль. Данный метод позволяет обнаружить дефекты на глубине более 5 мм и проверить качество плавления шва, зоны затвердения и воздействия тепла.
Ультразвуковой контроль
Ультразвуковой контроль применяется для обнаружения дефектов во всем толщине материала. Этот метод позволяет выявлять скрытые трещины, проходящие вплотную к поверхности, а также заполненные поры и каверны.
Магнитопорошковый контроль
Метод магнитопорошкового контроля используется для обнаружения поверхностных трещин и других дефектов, которые имеют магнитные свойства. Данный метод особенно эффективен при работе с материалами, имеющими сложную геометрию и труднопригодные для обработки в обычном виде.
Видео:
КАК ЗАВАРИТЬ ПРОФИЛЬНУЮ ТРУБУ И НЕ ПРОЖЕЧЬ!
КАК ЗАВАРИТЬ ПРОФИЛЬНУЮ ТРУБУ И НЕ ПРОЖЕЧЬ! by СВАРЩИК В ГОРОДЕ 4 years ago 11 minutes, 10 seconds 3,314,080 views
Самая быстрая сварка вертикала на профильной трубе!
Самая быстрая сварка вертикала на профильной трубе! by СВАРЩИК В ГОРОДЕ 4 years ago 5 minutes, 10 seconds 106,416 views
Вопрос-ответ:
Как выбрать правильный электрод для сварки вертикального шва?
Для сварки вертикального шва наиболее подходят электроды УОН-серии, особенно тип УОН-13. Они обеспечивают хорошую свариваемость и позволяют получить качественный шов.
Как правильно подготовить металл перед сваркой вертикального шва?
Перед сваркой вертикального шва металл необходимо тщательно очистить от загрязнений, жира и ржавчины. Затем необходимо произвести обточку краев под загиб под углом 60-70 градусов и заточку в виде V образного паза.
Как правильно настроить аппарат для сварки вертикального шва?
Необходимо правильно подобрать параметры сварки, такие как ток, напряжение и скорость подачи проволоки. Рекомендуется начать со сниженных параметров и настроить их по мере проведения сварки.
Не получается получить ровный вертикальный шов, что делать?
Если шов получается неровный, то необходимо проверить положение сварочного аппарата и электрода, а также скорость подачи проволоки. Также рекомендуется повысить технику сварки и улучшить навыки.
Как правильно контролировать качество шва?
Контроль качества шва производится визуально и с помощью порошкового дефектоскопа. Необходимо проверить шов на наличие следов пор, вмятин, неплавностей и других дефектов.
Как улучшить качество сварки вертикального шва?
Для улучшения качества сварки вертикального шва, необходимо проводить сварку в соответствии с рекомендациями и наставлениями. Также следует улучшить навыки сварщика и производить регулярный контроль качества швов.